 Research Article
Research ArticleAbstract
A review and assessment of methods for the extraction of active biocomponents from plant raw materials is presented. The overview contains a tables to facilitate the initial perception of this topic. Examples of stationary and mobile installations developed in the world are described. The prospects of the Super-critical CO2-extraction method, as the most effective for the extraction of valuable biomedical components, have been analyzed. The schemes and samples of the used CO2-extractors are shown. The technical diagrams and appearance of the author’s experimental supercritical CO2- extractor were presented. A detailed description of an new-generation of experimental mobile installationwere done, its complete set and the possibilities of supercritical CO2-extraction for processing plant raw materials are given. New engineering and technical solutions in the operation of a mechanical system were demonstrated. There includes an improved construction of a high gas-pressure throttle valve installed in storage tanks, and innovations in the system for loading-unloading raw materials using removable nozzles. The operating parameters of the functional elements and their resource are indicated. As a result of successful working, the templates of obtained extracts were presented.
Introduction
General information on methods for extracting active ingredients. The isolation and extraction of juices and oils have been known since pre-historic epoque. A large number of scientific and patent-commercial literature is devoted to extraction methods [1-21]. Simplistically, they are divided into traditional and new (advanced, innovative, etc, (Table 1) [1-8].
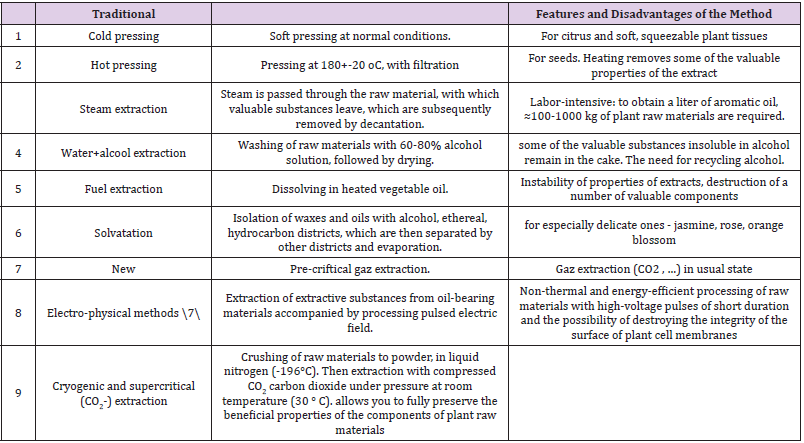
Table 1: Methods for the isolation of valuable components from plant materials.
Let’s Take a Quick Look at the Same Existing Methods
Cold pressing can be considered one of the oldest and most
proven methods. It was used in ancient civilizations. And since
then, only the materials of the auxiliary parts have changed (plastic
and chrome-plated instead of wooden). It is very effective for easily
squeezed plant products.
Hot pressing remains an applied method in the food industry.
Water-steam extraction is still considered the simplest and
most effective method. According to Kasyanov [2], “distillation
of volatile components with (100°C) allows to extract substances
with low boiling point (150–250°C) from plant raw materials. The
advantages of the steam distillation method include the availability
of its implementation even in field conditions and the low cost of
producing essential oils. But at a high temperature of distillation
of volatile substances, denaturation and modification of a number
of valuable components occurs. In addition, some essential oils
require refining due to the presence of decomposition products.”
The variant of method is a vacuum-distillation, which is more
progressive than conventional atmospheric distillation, is used for
refining crude oils [6,17].
Extraction with oils. It is relevant to this day, which is confirmed
by the emergence of new patents on this topic [3]. The extraction
method for extracting oils can be used in pure form (for soybean
raw materials), but more often - in combination with prepressing
(for high-oilseeds). Direct extraction of high-oil crops is difficult due
to the high caking of such materials after grinding. When combining
the extraction method with pre-pressing, at the first stage, up to
80–85% of the oil is extracted, which facilitates the second stage -
extraction. The final products of the extraction are oil and fat-free
material - meal [2-6].
Extraction with solvents depends on their polarity. As is known
[2], according to polarity, solvents are subdivided into low polarity,
medium and high polarity. And almost all vegetable oils dissolve well
in non-polar solvents (hexane, gasoline, benzene, dichloroethane,
etc.). Polar solvents (methanol, ethanol, isopropanol) are mixed
with oils in limited quantities at room temperature; when heated,
the solubility of oils in them increases [2]. In the practice of
extraction of vegetable oils, the most widespread are aliphatic
hydrocarbons -extraction gasolines etc. [2]. When using hydrophilic
solvents (acetone, glycerin, ethanol), extracts are obtained that
are soluble in water, but contain a significant amount of dyes and
other undesirable substances. Hydrophobic solvents (hexane,
dichloroethane, СCl4) extract fat-like substances better, but not
carbohydrates, resins, gums [2]. When extracting with solvents, the
method of drying. New effective methods - micro-wave or vacuum
drying, allow maximum preservation of useful substances. These drying methods are used in the production of dietary supplements
and fine synthesis products [2]. The disadvantages of solvent
extraction are obvious and unavoidable: fire hazard, ecotoxicity
(of most solvents), loss of quality of extracts when distilling off the
solvent [1,2]. The main disadvantage is that solvent does not always
ensure a sufficiently complete extraction of aromatic and flavoring
substances from raw materials [2].
Pre-critical extraction. The disadvantages of solvent extraction
are eliminated when extracting from plant raw materials with
liquefied gases - butane, propane, liquid carbon dioxide, freons,
etc. [1-5]. This explains the popularity of pre-critical gas extraction
methods. A new method of extracting oils from oilseeds can be
used in pure form (for soybean raw materials), but more often - in
combination with prepressing (for high-oilseeds). Direct extraction
of high-oil crops is difficult due to the high caking of such materials
after grinding. When combining the extraction method with prepressing,
at the first stage, 80–85% of the oil is extracted, which
facilitates the second stage - extraction. The final products of the
extraction are oil and fat-free material meal [1,2].
Processing by a pulsed electric field, have next advantages - nonthermal
and energy-efficient processing of raw materials by short
high-voltage pulses and the possibility of destruction the integrity
of the surface of the membranes of plant cells [7]. But this method
has not yet found widespread use in the processing of oilseeds, due
to insufficient the studied mechanisms of mass transfer, energy
calculations and electrical parameters of the processed medium.
Supercritical Extraction Method (SCE)
Super-critical extraction as a method has developed in the
last 20 years, replacing traditional methods [1-8]. Supercritical
technologies are a promising alternative to many existing
technological processes, the functioning of which requires the
creation of new equipment and corresponding tooling operating
under high pressure [1,2]. In turn, supercritical extraction, with its
intensive development, came to replace many traditional methods,
displacing them [1-8]. SCFE is based on the property of a gas under
the influence of pressure and temperature to pass into a fluid
phase, which has the ability to permeate gas and the solubility of
an inherent liquid. The development of supercritical fluid (SCF)
technologies dates back to the early 80s of the last century and today
is characterized by increasing interest. Analysis of literature data
shows that over the past 20 years SCF-technologies have passed the
stage from laboratory research to large-scale industrial production.
At the same time, both technical problems and environmental
problems of the modern world are being successfully solved [2].
Cryogenic crushing\supercritical extraction - has made it
possible to obtain extracts, the main characteristics of which are
purity, absence of solvents and preservation of the active principles
of herbal plants. Which has become an unconditional qualitative
superiority over traditional extraction processes [1]. The SCE takes
place at the critical point (achieved with a special combination of
temperature and pressure) when a homogeneous phase is formed
with the properties of a liquid and a gas simultaneously [1-8]. Due
to its low viscosity (gas-like), supercritical fluid is able to extract
well any components with high efficiency. The method of extracting
valuable components from raw materials with liquid CO2 in a
subcritical state (critical point P = 7.4 MPa, t = 31.1°C), the main
advantage is eco-purity, selectivity, absence of residual solvent, fireand
explosion safety, chemical inertness (without catalyst), high
diffusion, low viscosity and surface tension. And also - the general
availability and low cost of carbon dioxide itself.
An important advantage is the possibility of one-stage
production of the most valuable components that cannot be
extracted by other methods - or are extracted costly and in multiple
stages (for example, during hydrodistillation [8]). SCE let extract
a valuable components, that are contained in small quantities (1-
3% of dry mass) which is very difficult separates from the natural
matrix. Such raw materials primarily include spicy\aromatic,
essential oil, waxes, aminacids, proteins and medical compounds
[1-10]. This new method is in the stage of formation. Today, the
advantages are so far compensated by the immobility of most
production facilities. So, the equipment here is rather bulky and
expensive - but you need a mobile one (for moving to the place
of growing raw materials). There are problems in logistics - since
in countries with a rich resource base there is no infrastructure,
but there are long distances [1,2,8]. A lot of dissertations, patents
and monographic works [4,8,13-15,21] are devoted to the solution
of these problems. A good comparison of pre- and supercritical
extraction methods is seen from Table 2.
It can be seen from it that it is the SCE method that makes it
possible to extract the most difficult to access valuable components.
Moreover, its efficiency increases with increasing pressure (Table
2). The properties of supercritical CO2 as a solvent can be controlled
- with an increase in pressure and temperature, its dissolving
capacity increases sharply [2-4]. For CO2, these parameters are
- critical point P = 7.4 MPa and T = 31.1°C [2-4]. In the technical
aspect, SCFE installations are significantly more expensive due
to the technical complexity of the design and manufacture of the
necessary elements and equipment assemblies. CO2 in a fluid state
[1-10] has a number of advantages, such as: eco-purity, selectivity,
absence of residual solvent; fire and explosion safety; chemical
inertness (without catalyst); high diffusion, low viscosity and
surface tension; general availability and low cost. An important
advantage is the possibility of one-stage production of the most
valuable components that cannot be extracted by other methods -
or are extracted costly or in multi-stage [8-10]. Unfortunately, these
advantages are compensated for by the lack of mobility of most of
the plants produced, which requires new engineering solutions and
investments [1-2].
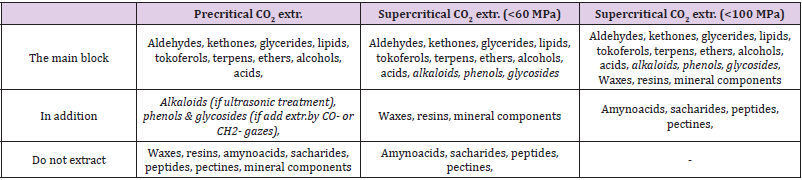
Table 2: Possibility of CO2-extraction in various methods [1,2].
The widespread use of mobile extraction plants is limited by technical problems and the corresponding high cost. CO2- extracts are obtained on universal extraction modules, which are hermetically sealed metal cylinders interconnected by technological pipelines equipped with shut-off and control valves and pressure gauges. New technical solutions and additional capabilities formed the basis of the extraction equipment manufactured by world market leaders (Table 3). Noteworthy is the concentration of SCFE manufacturing companies in Europe, North America, Asia and the Middle East. The Asian market is developing dynamically thanks to the manufacturing companies of China, South Korea and India. using a modular approach thanks, among other things, to a huge resource base. The main focus in India is on the use of SCFE in the production of food ingredients. China has a priority in phytopharmaceuticals. The main manufacturers of CO2 equipment in Russia are cited in south regions (Krasnodar, Rostov) [7,9,13].
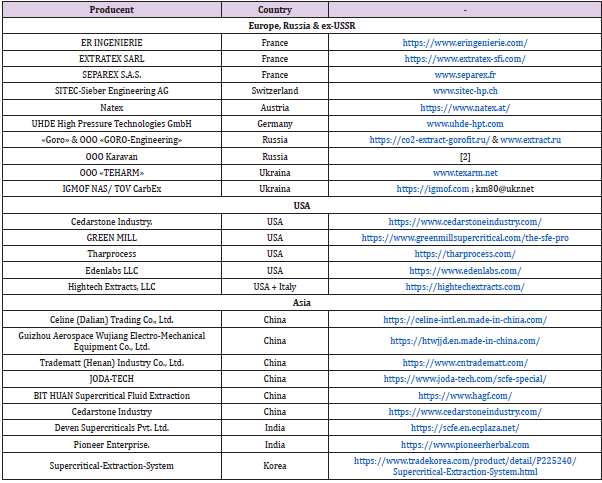
Table 3: Major global manufacturers of supercritical equipment.
The geography of location of manufacturing companies covers all continents, which are concentrated mainly in industrialized countries. It should be noted that there is a tendency for the commissioning of SCFE plants for plant raw materials with a processing capacity of 2000t / year in the Polish segment [8,16] of this high-tech market. Modern SCF extractors have a constant trend of improvement and modernization. Laboratoric extractors is also in great demand, (as example HPEP, NOVA-Swiss, Effretikon, Switzerland), but its use is limited only to research use. With regard to mobile solutions for SCFE plants, two “good mentions” are known. The successfully implemented project of a pilot mobile supercritical extraction plant SuperEx - by group from New Zealand [19] installed a pilot extraction system in a standard sea container. Which opens up prospects for expanding the SCFE equipment line for operation in non-stationary conditions, including directly in the zones of raw material growth. The another example is authomobile\ biodiesel extractor from Sh.Yamada [20].
Our Combined Model of Scf-Extractor
Our group has experience in the creation and service of machines,devices and equipment for various fields (Industrial/ geological [22],field equipment [23],prosthetics [24-,25]. Our CO2 extraction unit includes the following interacting systems: a) Mechanical, which provides the process of CO2-fluid circulation, control and monitoring mechanisms in the system, b) Thermal, which ensures the transition of CO2 from the gaseous to the liquid phase and vice versa, c) Electronic, which provides settings for control and monitoring of technological parameters of the extraction process, d) Electrical, ensuring the operability of the compressor, refrigeration equipment and heating elements. Thus, an urgent task is the development of mobile equipment for deep processing. Which implies the creation and application of technologies that allow the wasteless use of all components of valuable raw materials to obtain environmentally friendly products with high added value.
Main Technical Characteristics of “CarbEx 40-i \ 500”
a) Extractor: 0.5 l, 1 l, 2 l, 5 l / 50 MPa, 10 l, 24 l / 40 MPa, 40 l /
320 MPa, for the extraction of both solid and liquid materials.
He is equipped with a jacket for circulation heating with
temperature control.
b) Separator: 0.3-24 l / 30 MPa, 40 l / 16-22 MPa, equipped with
a jacket for circulation heating with temperature control.
c) High pressure pump: 20 / 40L MPa (double plunger); 50l /
50 MPa (two-plunger with frequency regulation); 400l / 40
MPa, three-plunger with frequency regulation.
d) Cooling system: equipped with a compressor.
e) Heat exchange and temperature control system: In
accordance with the technological requirements, it is supplied
with an extractor and a separator. Provides temperature
control up to 80 0C. A digital display is used to monitor the
fluid. Temperature control accuracy ± 0.1 0C.
f) Pressure control (safety system): Equipped with an electrical
contact pressure sensor at the outlet of the high pressure
pump. Also, he equipped with a pressure relief valves of the
high pressure pump (extractor, separator), in accordance with
their maximum working pressure to automatically release
pressure in case of excess. The extractor is equipped with a
system of back pressure valves at the outlet, which control
a stable pressure and ensure its accurate adjustment. The
accuracy of pressure control in the flow is ±0.1 MPa.
g) Flow indicator: Metal rotary flow meter with remote digital
display to monitor instantaneous flow and operating time.
h) Piping: All tanks, taps, fittings and pipelines in contact with
the CO2-fluid are made of stainless steel.
The universal equipment is designed for the extraction of
complete and fractional fluid supercritical CO2 extracts from solid
and liquid matrices of biological origin (roots, flowers, seeds, leaves,
etc.). Scopes of equipment are: pharmaceuticals, food industry,
cosmetics and chemical industries.
A number of original technical solutions have been introduced
into the experimental mobile installation, which provide fast
molecular purification of the extraction system when switching to
another type of raw material within a short preparatory period:
Flexible technological solutions have been applied: 1 extractor
- 4 accumulators, 2 extractors - 3 accumulators, 3 extractors - 2
accumulators, 4 extractors - 1 accumulator (readjustment for
the processing of raw materials 10-40 dm3);
Adjustable position of extractors and storage extractors:
vertical (for solid matrices), horizontal (for liquid matrices);
The original lifting mechanism with a swivel boom for the
“reductor gear-shutter-glass” system;
The original design of the reducer of the upper gate of the highpressure
reactor for accelerated unloading and loading of raw
materials;
Automated control and monitoring system;
Modularity of installation. Possibility of connecting additional
high-pressure reactors, co-solvent blocks, rectification
columns;
Possibility of uninterrupted (round-the-clock) work in the
cycle “work - stop - work”. Modernization of equipment by
processing raw materials in special containers. Retrofitting of
equipment for obtaining various extracts during the transition
from one raw material to another.
The original tangential introduction of the extraction
flow into the cyclone-cup of the accumulator, provides a
solution to various technological processes: micronization,
microencapsulation, microgranulation, impregnation,
sterilization, molecular purification of products for various
purposes, etc.;
Original attachment mechanism “cup - shutter” to optimize
operations for loading and unloading raw materials and
unloading the product;
A number of new original technical solutions have been
introduced into the design of the mobile supercritical fluid CO2
extraction unit - in particular, the design of the throttle valve,
mounted in an assembly with a storage device. With the help of
a mechanism that opens the shut-off needle of the valve, the fluid
extract of the raw material is supplied from the extractor with a
pressure variation P≥40 MPa (400 atm.) in the accumulator up to
10MPa. As a result of the extraction, the temperature, pressure and
flow CO2-rate in the extractor and storage tank are monitored on
the basis of preliminary experiments. Thus, the optimal dimensions
of the flow cross-sections of the valve and high-pressure pipelines
are selected, for the predicted technological cycle of the extraction
process of the feedstock. The valve design is a rather complex
system for moving the shut-off needle from the high-pressure
chamber (extractor) to the low-pressure chamber (accumulator).
The design also includes a safety mechanism that has the
ability to block the failure of the stem and shut-off needle in case of
exceeding the working pressure (when the operating characteristics
in the system are exceeded). In the event of a change in the volume of
the extractor and storage device during the technological processes
of processing the feedstock, the design of the valve changes in
dimensions and flow sections, based on the barometric indicators
of the processing process. The design of the valve allows the use
of shut-off needles with various shapes: conical, parabolic, etc.
The proposed technical solutions will be reflected in detail in the
corresponding patent documents. Economically, SCFE technologies
are justified in the case of processing high-value raw materials with
a high content of biologically active substances (biologically active
substances), especially plants, which are the halo of growth, which
is a given territory. In our scientific arsenal there are developments
in processing technologies: seeds of flax, thyme, amaranth, millet,
rose hips, and a method for obtaining extracts from plant raw
materials has been worked out [21].
The extraction process is determined by the following main
indicators:
extraction time, temperature and pressure in the extractor,
temperature and pressure in two separators, gas phase flow rate.
Development of optimal technological modes of fluid extraction
of raw materials is carried out according to such indicators:
pressure, temperature, cycle time, rational product yield, flow rate,
modulation of CO2 flow and pressure, optimal humidity, etc.
Main Technical Characteristics
a) Maximum working pressure - 500 kg / cm2;
b) Maximum operating temperature – 800С;
c) The maximum number of fractions - 4;
d) Extractor volume - 10 dm3;
e) Storage volume - 10 dm3;
f) Volume of the storage extractor - 10 dm3;
g) The volume of the filter-drier - 10 dm3;
h) The volume of the extraction cup - 8 dm3;
i) The volume of the storage cup - 7 dm3;
j) The volume of the filter drier cup - 8 dm3;
k) Installed electric power - 10 kVA
Distinctive features and advantages of the equipment developed
at TOV KarbEx in the Institute of Geochemistry and Mineralogy of
the National Academy of Sciences of Ukraine, over similar similar
equipment of foreign production are:
1) Possibility of readjustment of equipment for another type
of raw material, depending on market requirements, within
a short time (1-2 hours), additional installation of a parallel
circulation arm, which ensures uninterrupted operation of the
system.
2) Original design of an automated CarbEx control system, which
allows smoothly regulating the CO2 consumption, which
contributes to a change in the density of the fluid. It let to
obtain extracts of various composition and quality, as well
as, depending on the type of raw material, and accordingly program the extraction control process.
3) The SCFE process with CO2 solvent requires small production
areas (25 to 50m2).
4) Low power consumption of equipment - from 2 to 15 kW.
Thus, the developed SCF-extraction unit fully complies with the
main criteria of environmental friendliness, efficiency, safety for
processing plant raw materials in accordance with the standards
for natural food ingredients in its mobile version. The presented
installation expands this class of equipment and allows you to
extract numerous types of plant raw materials and to compete with
known analogues. In our arsenal there are the possibilities for the
production of SCF equipment and optimization of the technological
cycle for extracting various types of modes of SCF technology for
the qualitative and quantitative composition of extracts.
Samples of Extracts
With the help of the declared equipment, we have obtained a number of fatty and aqueous solutions of bio-extracts. (Figures 1-3) shows that their chromatograms have 2-6 characteristic peaks corresponding to the yield of the basic components of the extract. The most successful versions of ekstraction products are designed in the form of commercial series (Figure 4).
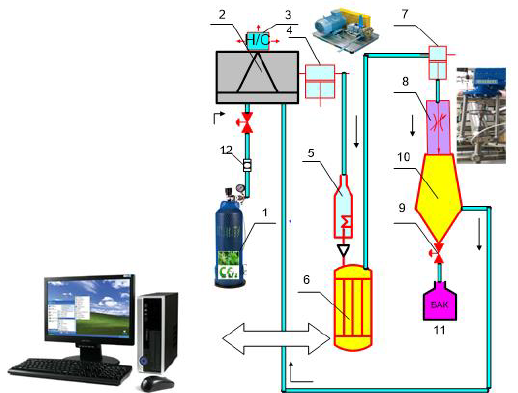
Figure 1: Schematic diagram of a laboratory fluid CO2-extractor:
1. CO2 ballon-cylinder; 2. Refrigeration equipment; 3. Heat exchanger; 4. High-density compressor; 5. Heater; 6. Extractor;
7. Throttling valve; 8. Flow-changer in throttling valve when the high-density is dropped; 9. Shut-off valves; 10. Separator;
11. Container for receiving the extract; 12. Filter.

Figure 2: Industrial SCFE CO2 extractor “CarbEx 40-i \ 500” (a - side view; b - top view).
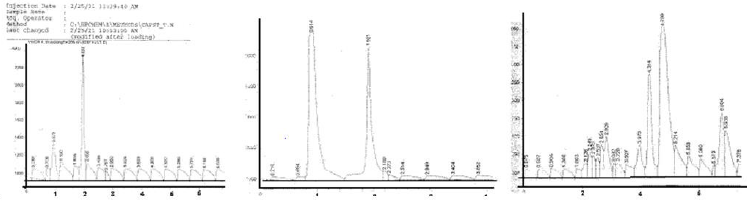
Figure 3: Chromatogramms (left to right) of wax, sea buckthorn and grape seed extracts.

Figure 4: Templates of our obtained bio-extracts.
Conclusion
a) Manufacturers of equipment for SCF CO2 extraction are
highly technically developed countries with huge industrial
potential and engineering infrastructure, which have their
own companies with a closed production cycle.
b) The proposed model of the CO2 extraction plant has a number
of advantages over the known analogs and creates competitive
opportunities for prospective use as an alternative mobile
equipment in world markets.
Acknowledgments
We give thanks to:
A) Maloshtan S. & Barkholenko V. (TOV”CarbEx”) for providing
access to equipment and providing samples of extracts
B) V.Gurin, V.Kuts (Institute of Geochemistry, Mineralogy
and Ore Formation n/a M.P. Semenenko), A.Titenko (Institute
of Magnetism, National Academy of Sciences & the Ministry
of Education of Ukraine), L. Demchenko (National Technical
University of Ukraine “Igor Sikorsky Kyiv Polytechnic Institute”) for
help in writing the article
C) E.Mironets, O.Zayats (Institute of Geochemistry, Mineralogy
and Ore Formation n/a M.P. Semenenko) for help in chemical
analysis of extracts.
References
- Starokadomsky, A.Titenko, A.Kamarali, Kuts V., Maloshtan S., Barkholenko V., Kashuba O., M. Reshetnyk, Starokadomskaya A., Diamant V., Shulga S., V. Gurin (2021) Review of scientific works on technologies for extraction of biocomponents from vegetable raw materials. Super critical CO2 extraction as an effective new method for solving the global problem of utilization and quality of plant and organic raw materials (2021) GLOBUS: Technical Sciences 7(3): (39).
- GI Kasyanov, ON Stasyeva, NN Latin (2005) Pre- and supercritical extraction: advantages and disadvantages. Food Industry 1: 36-39.
- M Ekart, K Bennett, S Ekart, G Gurdial, C Liotta, et al. (1993) Cosolvent interactions in supercritical fluid solutions. The Global Home of Chemical Engineers 39: 235-248.
- Brunner G (1994) Gas extraction: an introduction to fundamentals of supercritical fluids and the application to separation processes. New York: Springer.
- MA McHugh, VJ Krukonis (1994) Supercritical Fluid Extraction: Principles and Practice, Butterworths,
- Method of obtaining fuel extracts of plant raw materials. Russian Patent. - patents.google.com/patent/RU2545680C1/ru
- Shorstkiy I (2016) Improving the process of extracting oil-bearing materials based on the use of electrophysical exposure. Dissert…Ph.D. (Biotechnology, speciality 18.12) – Russia, Krasnodar.
- Roj (2014) Supercritical CO2 extraction and its applications. Edit.OIC Poland, Lublin, 2014, 200 p. - DOI: 10.13140/2.1.3565.9207
- Маlаshenko N (2012) Technologic & economic strategy of producing & use of CO2-extracts. Nauchnij J. KubGAU (in Russian) 81(07).
- M deMelo, A Silvestre, C Silva (2014) Supercritical fluid extraction of vegetable matrices: Applications, trends and future perspectives of a convincing green technology. J Supercrit. Fluid 92 (2014) :115-176.
- S Soshin, S Mazanov, V Khyirutdinov, R Amirkhanov, V Gumerov (2015) Mobile super-critical fluid systems for the processing of wild and essential oil raw materials. \\ Bulletin of the Technological University (KSTU) 18 (4): 168-171.
- Chernyavsky (1995) Reduction of losses in the essential oil industry (on the example of the Krymskaya Rose plant). Dissert ... Ph. D (Technical Sciences), Russia, Sumsk.
- H Gomez, Plan de negosio para empresa productora de aceite de higuerilla en el suroeste antiqueno. \\ Travaillo deGrado ... titulo Ingeniero Administrator Zootecnista, Univ. Antioquia, Espana.
- Mukhopahyay M (2000) Natural Extracts Using Supercritical Carbon Dioxide. CRC Press LLC, New York, pp: 339.
- Kostrzewa D, Dobrzyńska-Inger A, Reszczyński R (2020) Pilot scale supercritical CO2 extraction of carotenoids from sweet paprika (Capsicum annuum L.): Influence of particle size and moisture content of plant material. LWT - Food Science and Technology.
- K Khaw, M Parat, P Shaw, J Falconer (2017) Solvent Supercritical Fluid Technologies to Extract Bioactive Compounds from Natural Sources: A Review. Molecules 22: 1186.
- G Horvat, K Aladić, S Jokić (2017) Supercritical Co 2 Extraction Pilot Plant Design – Towards Iot Integration. Tehnički Vjesnik 24(3): 925-934.
- O Catchpole; S Tallon, ANNUAL REPORT.
- biodieseladvnture.com/english/index.php.
- Method of extraction from plant raw materials. Ukrainian patent.129354 25.10.2018, Bull. 20.
- D Starokadomsky, A Ishenko, M Reshetnyk (2017) Filling with the Graphene Nanoplates as Effective Method to Increase an Adhesion, Strength and Resistance of Epoxy-Composites for Industrial and Geophysical Machinery. American Journal of Physics and Applications (http://www.ajphys.org): 15-23
- Starokadomsky D, Reshetnyk M (2019) Microfilled Epoxy-composites, capable of thermo-hardening and thermo-plasticization after hard heating (200-300оС) - for “in-field\offroad” use in bio-,agro-, medservice. Biomedical J.of Scientific & Technical Research (Impact F=0,548) 19(1): 14118-14123.
- D Starokadomsky, K Strukova, A Starokadomska, M Reshetnyk Effect of micro-dispersed zeolite on strength and resistance of epoxy composites for restorative and bio-medical devices \\ In book “Innovative Approaches to Ensuring the Quality of Education, Scientific Research and Technological Processes” Edited by M.Gawron-Lapuszek, Y.Suchukova, Edit.Univ.Techology Katowice, Poland (ISBN 978-83-957298-6-7), 1220 pages - Chapter 1.1.10, P.80-88.
- Starokadomsky D, Reshetnyk М, Starokadomska A, Kokhtych L, Shulga S, et al. (2021) Restorative Bio-Compatible Prosthetic Epoxy-Zeolite Composites: Strength and Resistance. Biomed J Sci & Tech Res 37(1): 29182- 29190.
